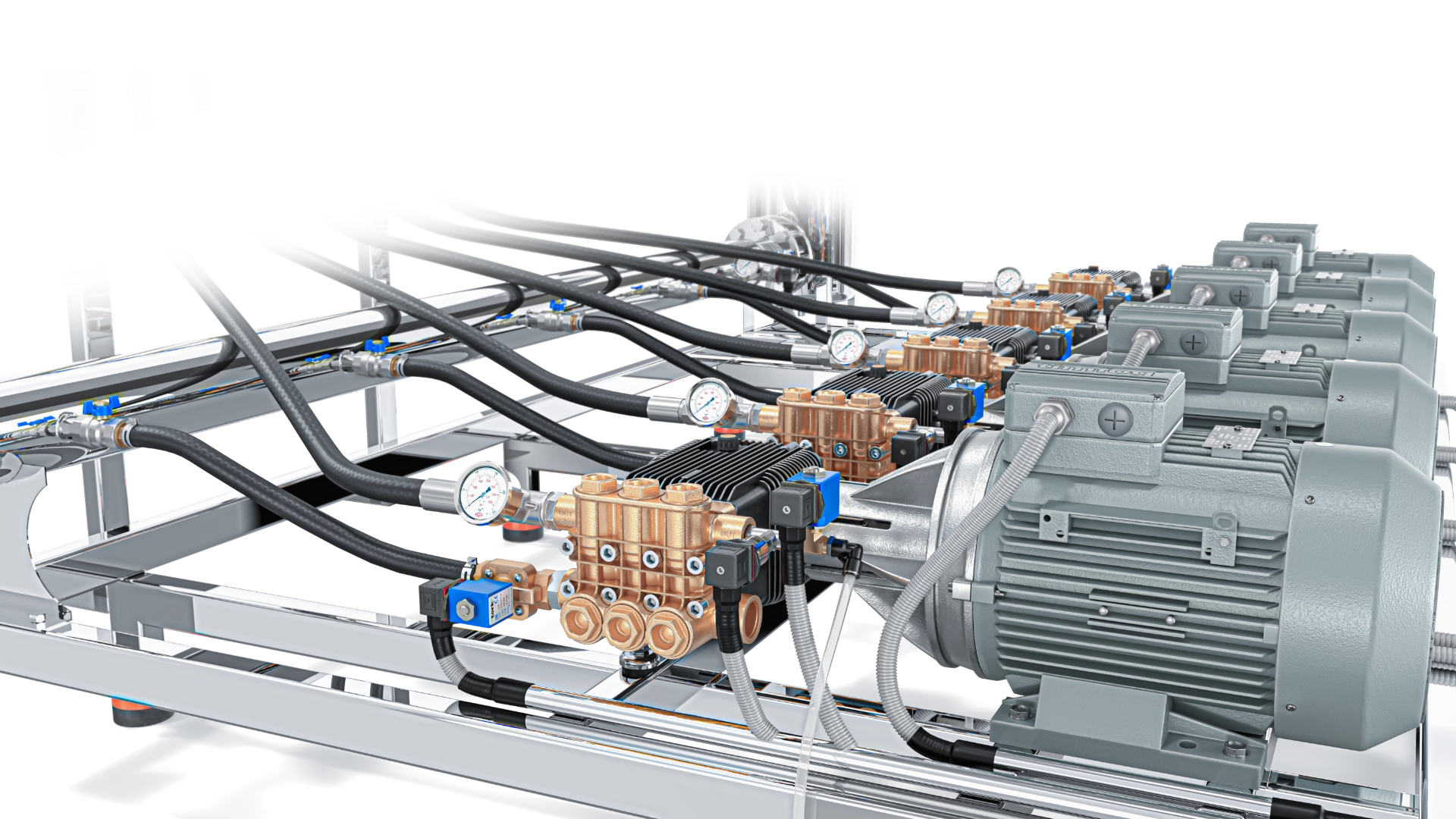
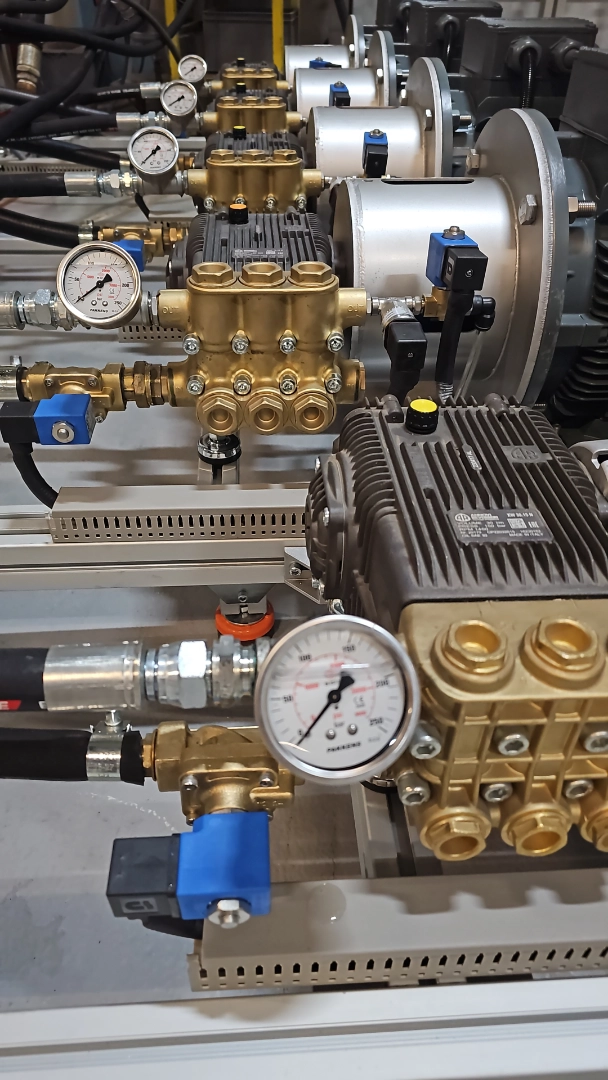
Flash Evaporation: The pump unit forces water through fine nozzles at extremely high pressures (typically 70 to 100+ bar). This creates billions of micro-droplets (5-20 microns) that are small enough to flash evaporate almost instantly.
"Dry" Fog Effect: This rapid evaporation pulls energy (heat) from the air, providing highly effective direct evaporative cooling without wetting the leaves or floor. Wetting surfaces promotes fungal diseases (like mildew), which the high-pressure system avoids.
2.High Energy and Water Efficiency
Lower Energy Consumption: High-pressure fogging consumes significantly less electrical energy than traditional cooling methods like chiller-based air conditioning or even fan-and-pad systems, making it highly cost-effective for large spaces.
Minimal Water Waste: Since a high percentage of the water evaporates directly into the air (often 80-99%), there is minimal water waste compared to low-pressure misting systems where much of the water falls as runoff.
3.Integration and Customization
Integrated System: Timfog's pump units are built for seamless integration with their advanced climate computers. This allows for automated, sensor-driven control that continuously monitors temperature and humidity to maintain a target VPD range.
Air Quality and Disease Control: The ultra-fine mist also helps suppress dust and airborne contaminants. By maintaining stable humidity, the system creates an environment less conducive to fungal diseases and certain pests.
In short, Timfog's pump units provide the power and precision necessary to create the uniform, stress-free microclimate required to maximize the health and productivity of high-value crops in demanding conditions.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}